Форматный станок для начинающих

Форматно-раскроечные станки – это один из основных видов необходимого оборудования для изготовления мебели. Раскрой плит ДСП, ДВП и МДФ и других листовых материалов производится с помощью форматно-раскроечных станков.
Одно из основных свойств форматников – точность распила, так как этот параметр оказывает большое влияние на качество изготовляемой мебели.
Без форматно-раскроечного станка в мебельном производстве делать нечего, но не у всех есть возможность начать бизнес с покупки хорошего оборудования. И тут на помощь приходит бесценный опыт товарищей-мебельщиков, которые с удовольствием делятся своими наработками на форуме мебельщиков.
Рассмотрим изобретение пользователя DokaLe, это НЕ первый его форматник, потому в данном варианте учтен опыт предыдущей работы над станком. Станок обеспечивает достаточно высокую точность раскроя, 0.1 мм при прямолинейной обработке по длине 2750мм, что является отличным показателем для самодельного оборудования. Сам станок занимает места меньше чем «заводские» образцы, длина станка составляет 4,5 метра и умещается в гараже размерами от стены до стены 6м, в то время когда для размещения «заводского» станка необходимо порядка 7 м. что является причиной поиска помещений с более высокой арендной платой.

Пильный узел с коробом для сбора опилок. Обратите внимание, что диски крутятся «друг на друга».

Пульт управления.

Линейка, с ограничительным прижимом.

Прижимы.

Станина.
Посмотрите видео ролик о работе данного станка:

Перед тем как продолжить расссказ про данный станок, хочу показать, как выглядел предыдущий вариант. Он был очень прост в изготовлении и имеет низкую себестоимость. Проработал 10 лет.На станке стоят дешевые китайские диски АТАКА, но пилят они почти без сколов. Каретка перемещается с помощью 12 подшипниковых колес от болгарского накопителя на магнитных носителях. На каждый пильный диск был установлен отдельный двигатель.

Станина.


Перемещение каретки.


Вал с ременной передачей.
Итак, вернемся к новой модели. Станок позволяет обрабатывать детали с длиной пропила 2770мм, при длине стандартного листа 2750мм. Если необходимо распилить лист длиной 3500 мм. тогда потребуется его предварительно распилить на две части.
На станке предусмотрен расклинивающий нож, и это не случайно.

При обкатке нового станка отлетел обрезок (100х100мм) по ходу основной пилы. После экспериментов стало понятно, что обрезок подкидывает задним фронтом основной пилы и выкидывает вперед на подающего материал. (на видео есть момент без расклинивающего ножа и корпуса), после чего поставили нож. Это единственная его функция при данной конструкции станка.
Дело в том, что листы ЛДСП имеют внутреннее напряжение. Особенно это заметно на залежалых деталях или отсыревшем материале. Такой материал после пропила основным диском, начинает сжимать пропиленную щель. Если лист большой, то обратным ходом диска может поколоть лицевую сторону матераила. Если деталька маленькая, то ее может подбросить вверх. Поэтому расклинивающий нож необходим. Толщина ножа должна быть не меньше ширины диска, тоесть примерно 4 мм.
Рассмотрим более подробно из чего состоит станок и основные характеристики:
— двигатель основного вала – АИРЕ 80, 220В, 2800 об/мин, 2,2 кВт;
— двигатель подрезного узла – АИРЕ 71, 220В, 2800 об/мин, 1,1 кВт;
— ступенчатая скорость каретки обеспечивается двигателем постоянного напряжения 36В;
— редуктор червячный самый маленький из серии, 28-й, итальянского производства, оказался дешевле российского аналога почему-то.
На редукторе два шкива с двух сторон, каретка передвигается при помощи двух трехмиллиметровых тросиков в оплетке. На основном валу получаем скорость вращения 3500 об/мин, установлен клиновой ремень. Для подрезки получается более скоростной выход — 5800 об/мин, установлен поликлиновой ремень на 8 ручьев.
Основная пила имеет подъем 0-52мм, подрезная 0-4мм. Наклона пилы под углом нет. В качестве направляющих выступает калиброванный прут 25мм длиной 4,2 метра.

Каретка сделана из 30мм текстолита, размер 750х500мм. Все 8 роликов каретки каленые, по два подшипника в каждом. Стоят они парами под различными углами наклона, потому касание роликов с направляющей происходит в разных точках, это уменьшает износ направляющих, не дает накатывать канавку. С обеих сторон направляющей установлены конечные выключатели. На обратном ходу установлен дублирующий резервный конечник, на случай выхода из строя основного, а для индикации неисправности основного конечника установлена световая сигнализация.
Для цепи управления станком в силовой шкаф установили стабилизатор Ресанта 500Вт.
Столы изготовлены из МДФ толщиной 21мм и 32 (16+16)мм.
В качестве прижимов используются обычные мебельные газ-лифты на 5 килограмм.
Джойстик используется самодельный, трещетку взяли из автомобильного набора головок.
Везде использовались закрытые с обеих сторон малошумящие немецкие подшипники.
Габаритные размеры станка – 4500х2800мм.
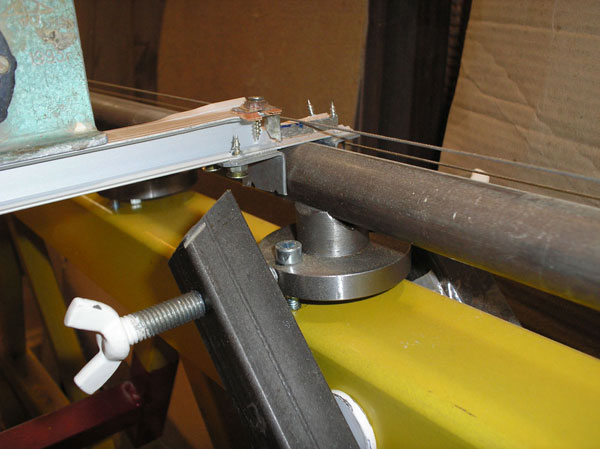
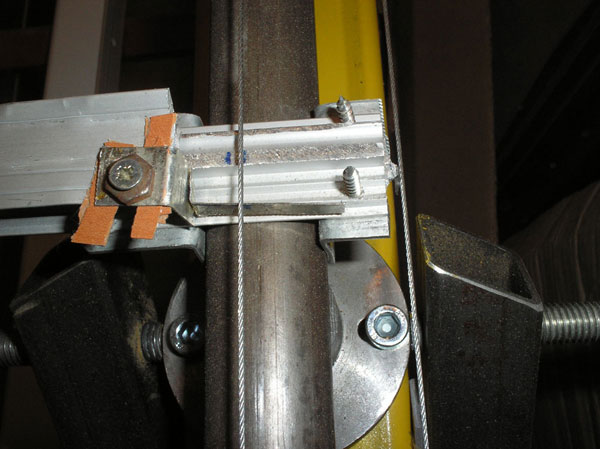
Настройка станка производилась прибором (в быту называют цешкой) на замыкание с помощью двух натянутых струн. Настройка подрезки под основную пилу производилась с помощью прокладочных колец.
Процесс настройки происходит следующим образом.
[aslideshow]




[/aslideshow]
Натягиваем два тросика 1мм сбоку и сверху. На направляющей устанавливается специальное приспособление с двумя пластинками, которые стоят в вертикальной и горизонтальной плоскости. Ее поверхности касаются с тросиком (на фото видно намеченные места касания). К тросикам подключен первый вывод «цешки», а к направляющей второй, установлен режим «ОМ». Направляющая и тросики изолированы (нет гальванической связки). Между верхним тросом и верхней пластинкой вставляем лист бумаги, внизу к профилю прикручивается струбцина (см. фото), у нее есть два болта. Настраиваем на касание с тросом (смотрим по прибору). После этого убираем бумагу и вставляем между боковым тросом и боковой пластиной (у автора штырь). С помощью болтов настраивается высота на замыкание (видно по прибору). Процедура повторяется отдельно с каждым узлом, в авторском варианте по 25 на каждой направляющей.
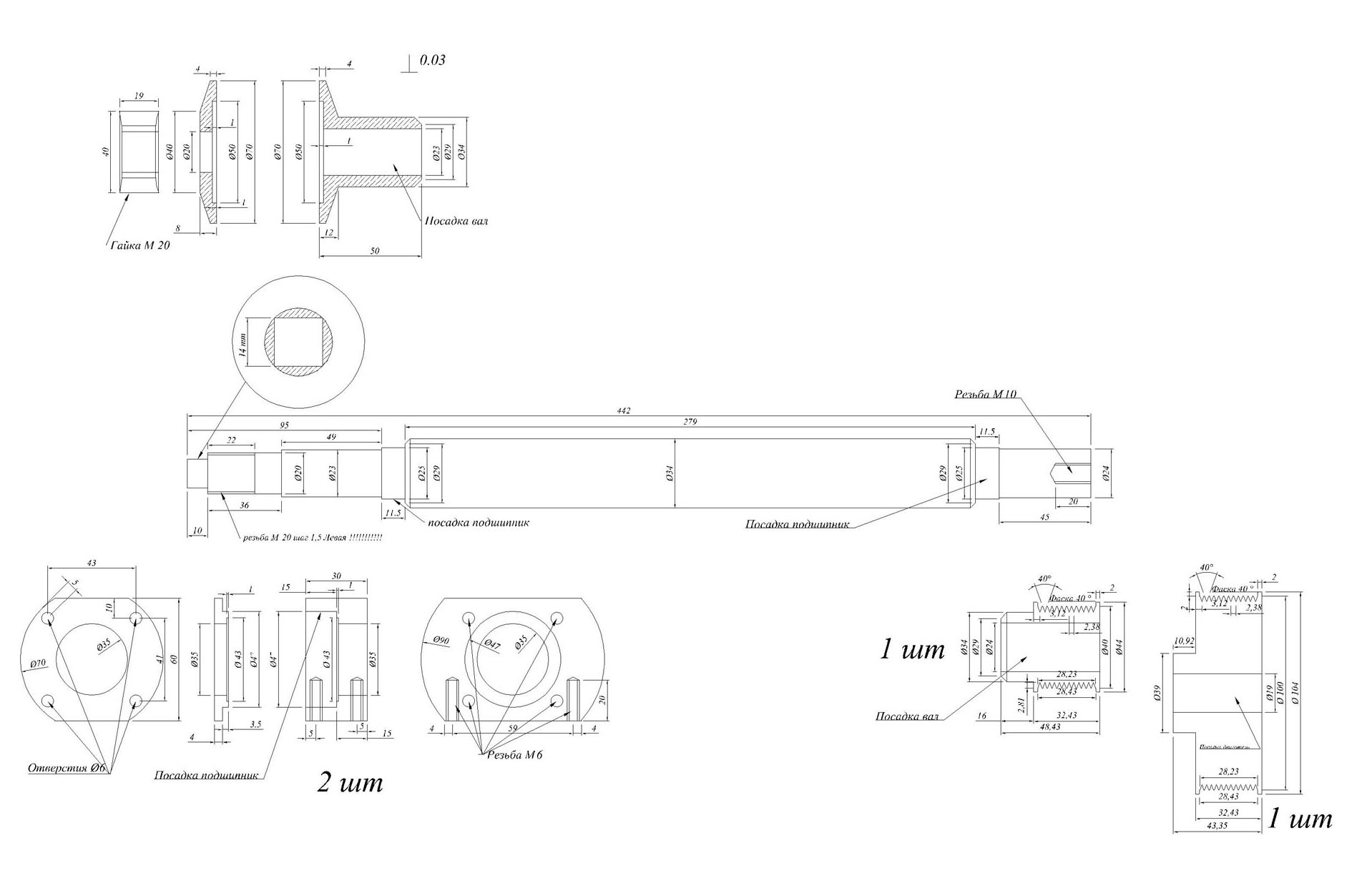
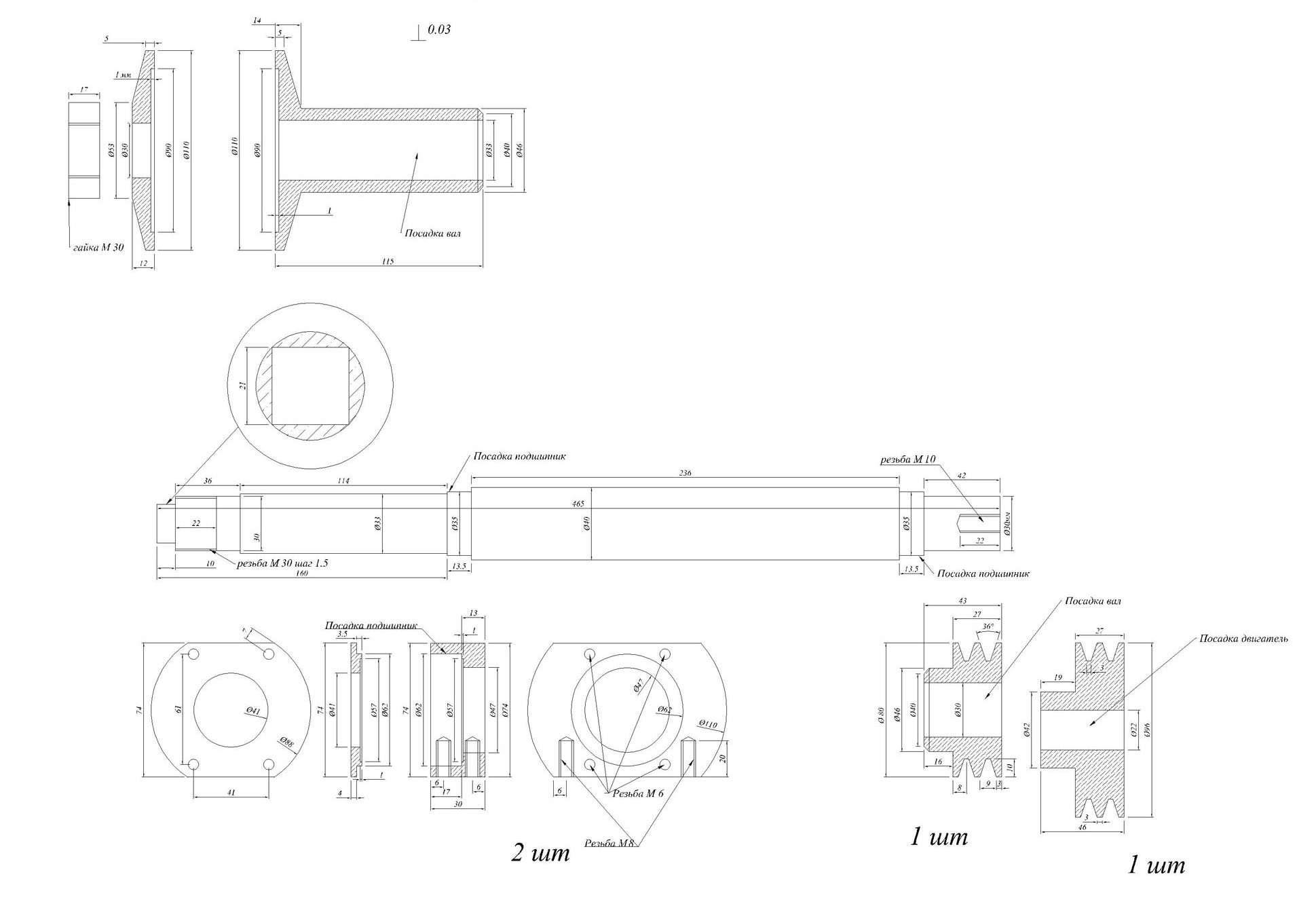
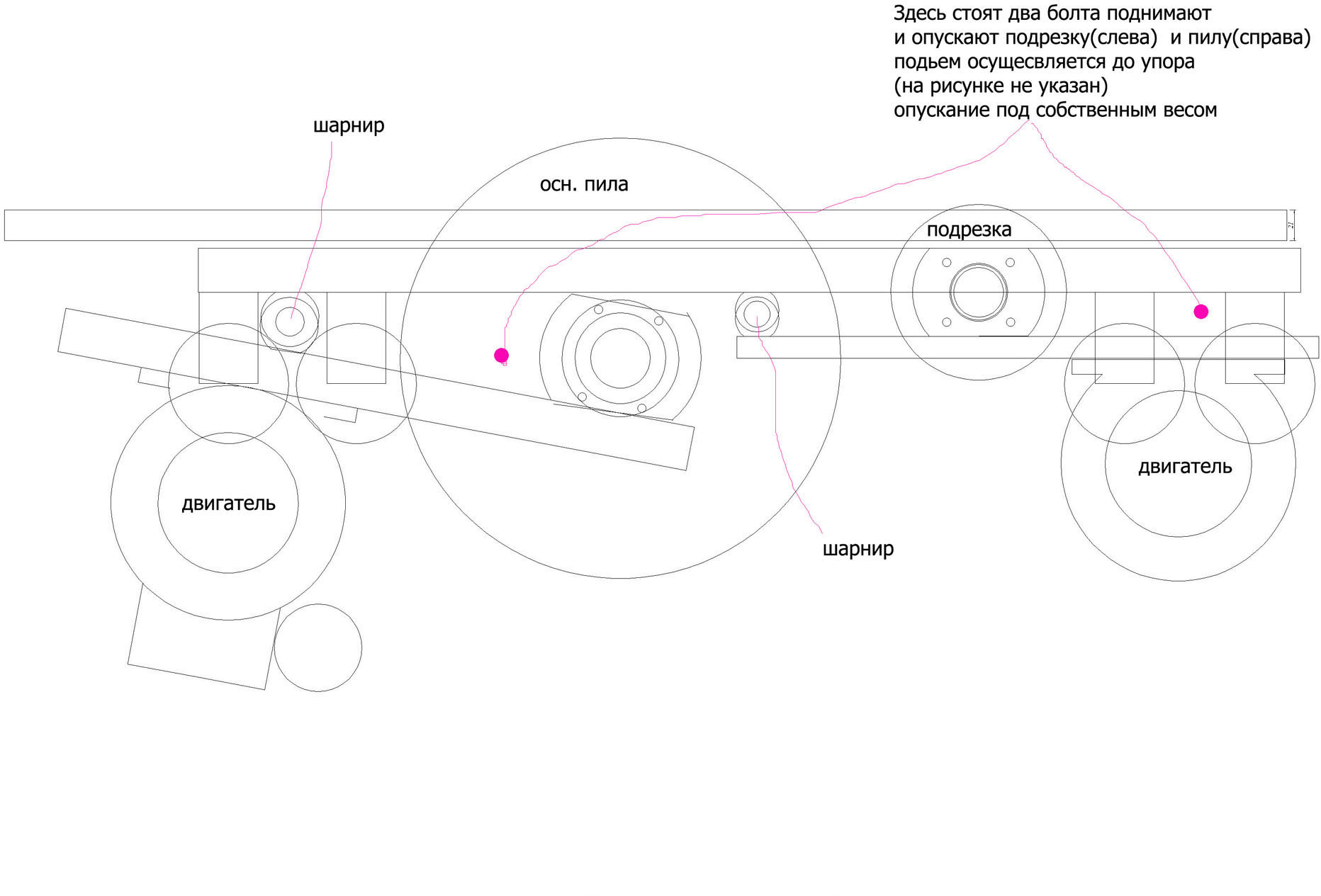
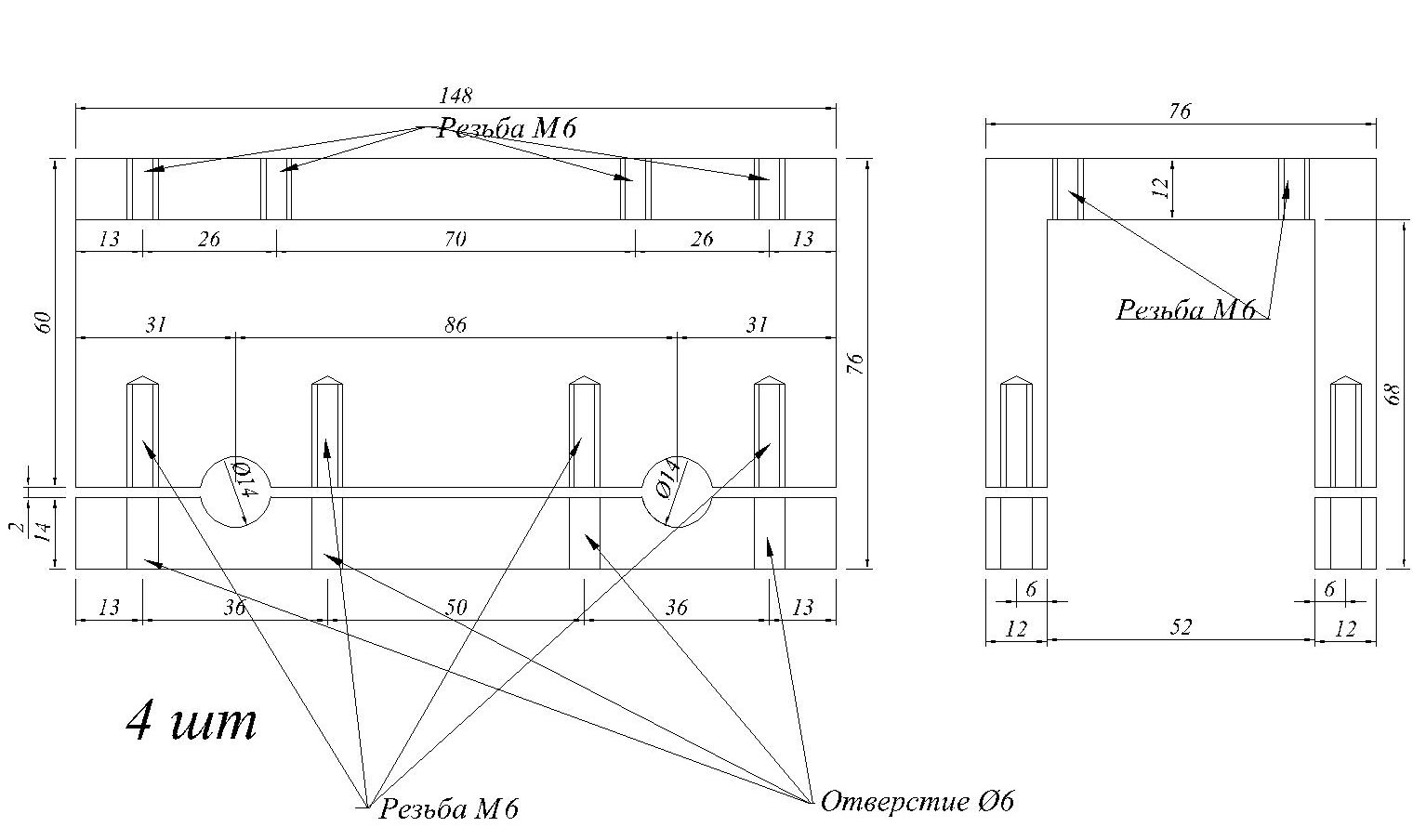
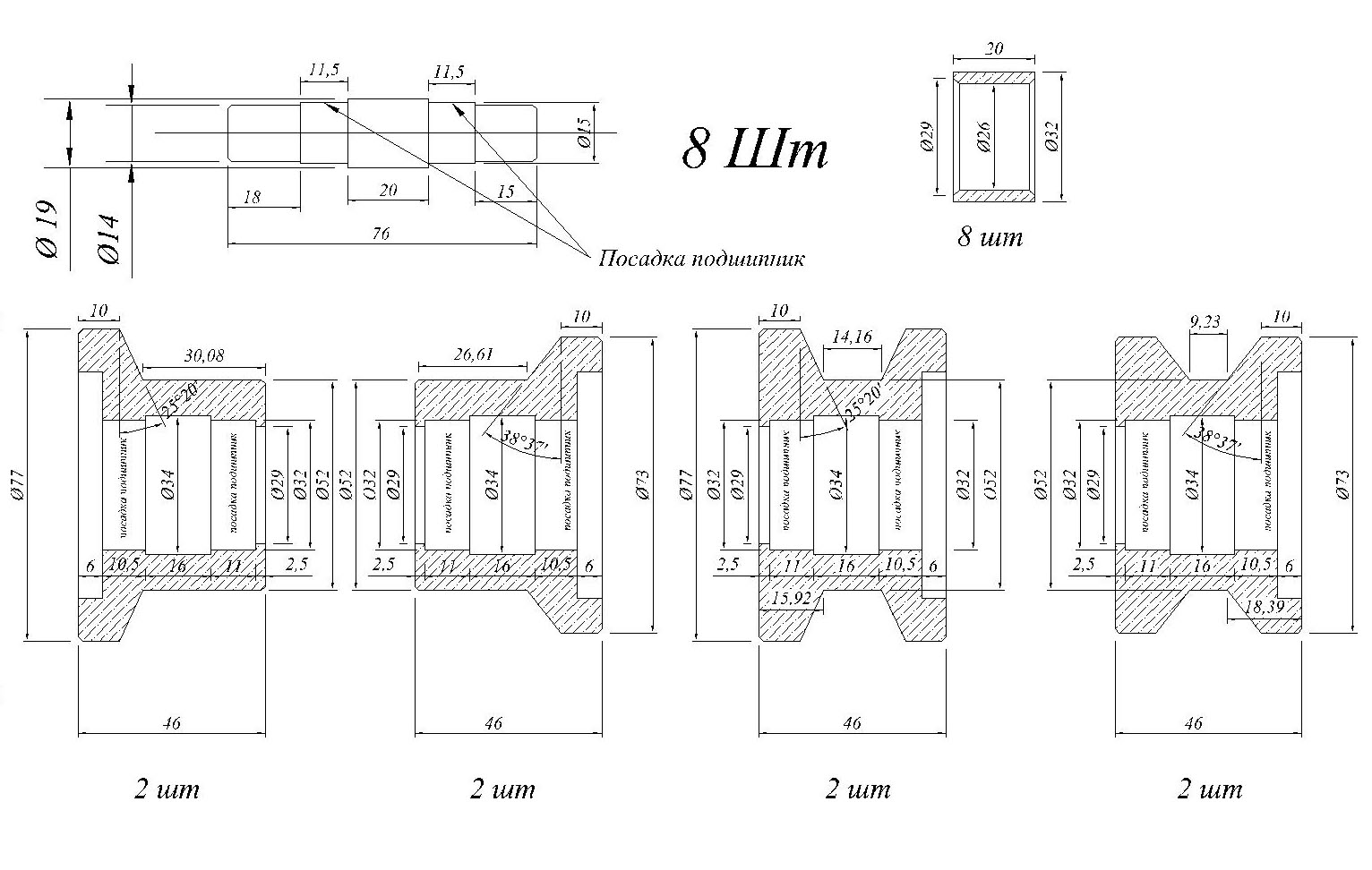
Ниже представлены рисунки каретки и валов, а также чертежи роликов и шарниров.


Также интерес представляет и оригинальная конструкция кабель-каналов из фанеры, за работой которых можно понаблюдать в видеоролике. Как видно, уложенные в них провода и шланги нигде не перегибаются и не придавливаются, что увеличивает износостойкость и продляет жизнь станку.
[aslideshow]



[/aslideshow]
Направляющие, сделанные из стали повышенной прочности 40Х, калибруются в специальных цехах методом волочения (разг. Протаскивания) через отверстие определенного диаметра, такие предприятия есть в любом среднем городе.
Регулировка плоскости стола относительно направляющей осуществляется следующим образом:

К столу под углом 90° клеится упор.
Выравниваем стол параллельно ходу каретки (на глаз). Стол прикручиваем одним саморезом к основанию станка. Берем прямоугольный кусок ЛДСП 600х600 мм. Поочередно срезаем с каждого края по 3мм (при этом деталь вращается строго по часовой стрелке 4 раза). После этого пятый раз поворачиваем деталь по часовой стрелке и делаем срез 15мм, берем этот отрезок, ставим на ребро и ломаем посередине. Полученные две части складываем вместе.

Если куски не совпали – начинаем двигать столешню в нужную сторону и повторяем процедуру с пилением ламината до получения идеального результата – точного совпадения высоты двух частей. Когда нужный результат достигнут – прикручиваем намертво столешню.
При работе со станком следует учесть следующие моменты:
Если не отвести каретку назад и положить деталь на стол – каретка будет возвращаться в автоматическом режиме не зависимо от того держит ли рабочий джойстик или нет. При этом она врежется в деталь рассекателем, если рабочий не успеет нажать красную кнопку аварийной остановки. Ничего страшного не произойдет, максимум испортится деталь, но в принципе при небольшой доработке эта проблема решаема.
Если нужно отпилить угол с детали немного неудобно целиться, но это легко решается установкой лазерной полосы там где движется пила.
Максимальная длина детали которую можно прогнать 2800мм, это следует учитывать.
А так получается очень надежный, удобный и компактный форматный станок для небольшого производства. Сейчас один из пользователей, dabasov, успешно повторяет опыт автора и собирает такой же аппарат для своего строящегося цеха.
Наблюдать за темой можно на форуме.
Не забудьте поблагадарить автора концепта, за предоставленную информацию. Отдельное спасибо пользователю DokaLe от «Блога интересных идей».


Многое, что можно повидать. Многое можно увидеть. Но эта распиловка — класс. Молодцы ребята!
Да здорово!
Но вот только не хватает ограждения безопасности, когда каретка возвращается назад к оператору, опасно!
чуваки вы крытые!!!! соберу себе такой
Да здорово!
Но вот только не хватает ограждения безопасности, когда каретка возвращается назад к оператору, опасно!
Мужики Вы в огне. Я просто офигел.Супер
Молодцы. Толково, просто. И даже несколько практических идеек, которые можно использовать на других приспособах.
молодцы!!!надо наладить масовое производство,чтоб китайцам нос утереть!!!
Это др. дело интересные идеи.
Андрей, ты писал ранее, что на самостоятельный распил не заморачиваешься, а заказываешь на стороне, а тут пишешь, что без него и делать нечего…
Судя по конструкции станины, вы не мебельщики, а сварщики.
Не проще ли готовый станок купить, или рядом халявный цех машиностроительного завода?
Молодцы ребята, супер!!!!
Станок конечно путевый, но время нет на то чтоб его делать. проще занять бабки и купить. быстрее и практичнее.
правильно Дмитрий наше время наши деньги-я ещё раз повторю зачем изобретать велосипед с квадратными колёсами когда у же с круглыми давно есть-Festool-http://detool.ru/TS55Q.
Классный станочек! И ребята, кто его собрал ПЕРВОКЛАССНЫЕ!!!
может станок и хороший но проклятые фашисты придумали Festool-http://detool.ru/TS55Q.html и дешевле и практичнее пробежал вокруг листа и ОК ни соклов-ни проблем с точностью. И самое наверное интересное что окупит себя быстрее чем вы сделаете этот станок поверьте проверено…
Что правда, то правда. Но проблема в сколах на другой стороне. Если есть решение этого вопроса подскажи???
Парни, Вы молодцы !!!
В этом деле, главное — где «ваять» такие станки. Т.е. место (свободный гараж, помещение…). Мне (военному) такое тольло снится. Квартиру бы дало государство….
Festool-http://detool.ru/TS55Q.-не надо много места и вес 5кг и ни каких заморочек
Фашисты давно вперед ушли. Ели сообразил куда зайти http://detool.ru/TS55Q.html
да Андрей именно это я и имел ввиду…видно вы тоже имели удовольствие работать этим инструментом http://detool.ru/TS55Q.html
Петрович, расскажи о фестуле,пожалуйста. Сколы большие на нижней стороне?
на нижней стороне сколов нет, а на верхней есть , но если пила хорошо настроена противосколы и диск в хорошем состоянии то сколов мало и если есть то маленькие и на готовой мебели в глаза не бросаются, вобщем пила стоит своих денег.
Петрович, расскажи о фестуле,пожалуйста. Сколы большие на нижней стороне?
черт!!! спасибо бальшое за инфо.за фото дай бог вам продвижений.работа с деревом дело тонкое творческое и душевное.
такого точно ни где нет только в нашей стране!
Виват создателю! Много раз на мебельных выставках видела различные станки для изготовления мебели, цены просто заоблачные! Не оскудеет земля русская народными умельцами!
Молодци начало положено держись заграница!
15 лет назад у меня было примерно такое же чудо
С УМА СОЙТИ, СУПЕР! КИТАЙ КУРИТ
спаси бааааааааа
молодцы станок просто супер и крепление ламината интересное и весь лист тягать и толкать не надо намного легче молодци
Станок видно Хороший, хороши и те руки которые его воплоти в жизнь. Но для большинства это нереально по времени и по материалам, ну а некоторым звените по уму. Для начала лудше Фестул ТС 55. Стоит 25 р. окупаемость…. А форматник можно и за полтинник урвать.
Супер.Сколько обошелся?
Уважаю тех,кто пытается в этой жизни сделать всё своими руками.Классный станок.
Да оригиальный станок и прост в эксплуатации ..и дешовый ,детали простые и доступные ,для начинающих,да и не только для начинающих, прост и ХОРОШ !!!!!!!!!!!!